 English
English Malay
Malay Swedish
Swedish Finnish
Finnish Danish
Danish Norwegian
Norwegian Polish
Polish Greek
Greek
新产品
 09Jul 2026
09Jul 2026- 立即询价
半自动双面滚贴贴标机 JW-T-102
 28Jun 2026
28Jun 2026- 立即询价
带有扭线功能的自动管形端子剥线压接机 JW-0.3-16MM2
 15Jun 2026
15Jun 2026- 立即询价
自动编织屏蔽层切割机,用于电缆屏蔽网去除 JW-1158X
 15Jun 2026
15Jun 2026- 立即询价
全自动电缆屏蔽层刷、折、切机 JW-835
主页 > 竞为科技博客
小方触摸屏智能剥线机操作手册 | 多功能裁线剥线机指南
本操作手册适用于多型号触摸屏智能剥线机,支持BV、BVR及护套线的裁线、头/尾/中间剥皮,具备免气源自动运行、3年质保及中英文可切换触摸控制系统。
智能剥线机功能说明
智能剥线机适用于硬线(BV线)、多股软线(BVR线)及护套线的裁切、头部剥皮、尾部剥皮、中间剥皮及三层特殊剥皮。最大裁切截面积为185mm²,最大裁切长度为400米,最大头部剥皮约500mm,最大尾部剥皮为200mm。整个加工过程由电机自动升降轮管完成,无需连接气源。只需根据实际加工线材尺寸输入总长度、外护套直径及头尾剥皮值,即可智能判断参数,轻松完成所有动作,无需专业人员操作,实现智能化、简单化操作。
安全使用注意事项
首先,非常感谢您购买系列智能剥线机!为确保您能安全、正确地使用本机,请仔细阅读本说明书。
1.电源:AC220-250V/AC110V 50-60HZ
为确保机器工作时电压稳定,请使用稳压器,防止电压过高烧毁机器。
2.请勿在强电磁场区域附近使用本机,以免对机器造成干扰。
3.请勿在机器上放置任何物品;请勿靠近腐蚀性化学品。工作环境必须保持干燥、通风、无尘。适宜的工作室温为:0-35°C。
4.使用机器时如出现剥皮效果不理想或故障,请阅读本操作手册中的故障排除方法。如仍无法解决,请拨打我们的技术服务热线进行检修。为了您的安全,请勿自行拆卸机器。
售后服务承诺
智能剥线机
稳定耐用,三年质量保证
系列智能剥线机享有三年保修期。若机器因非人为损坏出现故障,将免费更换损坏部件(易损件除外:刀片、皮带、铁轮)。三年保修期后,我公司将继续为客户提供售后服务。
以下情况不在保修范围内:
1. 用户因运输、安装、使用及保管不当造成的损坏;
2. 用户自行拆卸或在本公司指定维修点以外的地方拆卸维修造成的损坏;
3. 因意外电击、火灾、水灾等造成的损坏;
4. 未按本说明书操作要求操作造成的损坏;
5. 因不可抗力因素造成的损坏;
智能剥线机适用于硬线(BV线)、多股软线(BVR线)及护套线的裁切、头部剥皮、尾部剥皮、中间剥皮及三层特殊剥皮。最大裁切截面积为185mm²,最大裁切长度为400米,最大头部剥皮约500mm,最大尾部剥皮为200mm。整个加工过程由电机自动升降轮管完成,无需连接气源。只需根据实际加工线材尺寸输入总长度、外护套直径及头尾剥皮值,即可智能判断参数,轻松完成所有动作,无需专业人员操作,实现智能化、简单化操作。
首先,非常感谢您购买系列智能剥线机!为确保您能安全、正确地使用本机,请仔细阅读本说明书。
1.电源:AC220-250V/AC110V 50-60HZ
为确保机器工作时电压稳定,请使用稳压器,防止电压过高烧毁机器。
2.请勿在强电磁场区域附近使用本机,以免对机器造成干扰。
3.请勿在机器上放置任何物品;请勿靠近腐蚀性化学品。工作环境必须保持干燥、通风、无尘。适宜的工作室温为:0-35°C。
4.使用机器时如出现剥皮效果不理想或故障,请阅读本操作手册中的故障排除方法。如仍无法解决,请拨打我们的技术服务热线进行检修。为了您的安全,请勿自行拆卸机器。
售后服务承诺
智能剥线机
稳定耐用,三年质量保证
系列智能剥线机享有三年保修期。若机器因非人为损坏出现故障,将免费更换损坏部件(易损件除外:刀片、皮带、铁轮)。三年保修期后,我公司将继续为客户提供售后服务。
以下情况不在保修范围内:
1. 用户因运输、安装、使用及保管不当造成的损坏;
2. 用户自行拆卸或在本公司指定维修点以外的地方拆卸维修造成的损坏;
3. 因意外电击、火灾、水灾等造成的损坏;
4. 未按本说明书操作要求操作造成的损坏;
5. 因不可抗力因素造成的损坏;
1. 机器外观及功能说明
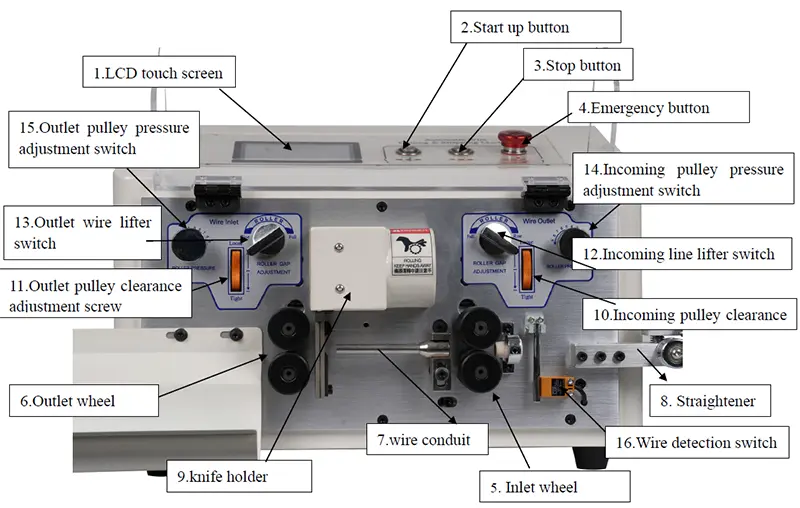
机器说明:
1.LCD触摸屏:显示参数,所有参数均通过此LCD触摸屏输入
2.启动按钮:机器处于复位状态时,按下此键启动机器。
3.停止按钮:机器工作时,按下此键,机器将完成当前工作后停止。
4.急停按钮:机器工作时,按下此键,机器立即停止。
5.进线轮:轮子转动带动线材前进。
6.出线轮:轮子转动带动线材前进。
7.线导管:线材通过此导管输送。
8.校直器:校直弯曲的线材,使其顺利进入机器。
9.刀架:刀具装置,线材的裁切和剥皮由刀架完成。
10.进线轮间隙调节:调节进线轮上下之间的间隙。
11.出线轮间隙调节螺丝:调节出线轮上下之间的间隙。
12.进线轮升降开关:此开关可将进线轮升起。
13.出线轮升降开关:此开关可将出线轮升起。
14.进线轮压力调节开关:调节上下轮之间的压力松紧度。
15.出线轮压力调节开关:调节上下轮之间的压力松紧度。
16.线材检测开关:在功能设置中开启线材检测开关后,无线时机器会报警。
控制面板图操作说明
接通电源,LCD屏幕将显示如图画面。

中英文可自由切换,请选择“中文”或“ENGLISH”进入下一页。
以下是参数设置主页面
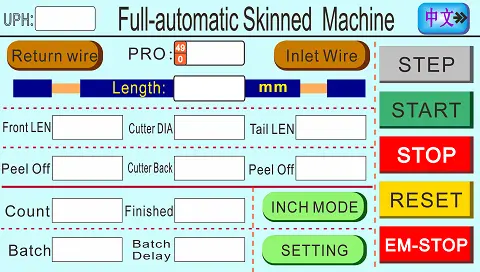
本系统的操作界面由160×107 LCD触摸屏组成。下面介绍各按键功能:
退线:按住此键,线材可通过进线口和送线轮输送,并从刀口退出,可根据需要自由调节。
进线:按住此键,线材可通过进线口在送线轮的传动下输送至刀口,可根据需要自由调节。
PRO:程序号。将需要加工的各种规格线材的参数存储在不同的程序号中,以便下次调用使用。
长度:裁切和剥皮的总长度(最大100米)。
前剥:线头需剥去外护套的长度;即去除外护套后露出的铜线长度。
剥皮:当剥皮值大于线端值时,为全剥,否则为半剥。
尾剥:线尾剥去外护套的长度;即去除外护套后露出的铜线长度。
刀径:剥皮时刀具切入外皮的深度。数值越大,切入越浅。数值越小,切入越深。
(重要提示):可根据实际线材外径输入线径值,但应略小于实际尺寸约1-2mm以切到外皮。例如:线材外护套外径为5mm,线径应输入约4.5mm,若伤到铜线则增大数值;若线头或线尾剥不下来则减小数值)
刀回:剥皮时刀具切入线材后回缩的值;以确保刀具能勾住线材并剥下外皮。线材越粗,回缩值越大,线材越细,回缩值越小。
(回缩值:通常设置约0.5-3mm,即刀具回缩0.5-3mm)
计数:设定计划生产数量。当机器加工线材达到此数值时,机器将自动停止并提示。
批次:设定生产捆扎数量,机器达到定量数量时可暂停几秒,暂停时间由定时器输入的时间决定。
完成:显示当前实际生产的总数量。当“完成”等于“计数”时,机器自动停止。
批次延时:当机器达到设定的“批次”数量时,机器将按设定时间暂停。设为1则暂停1秒,设为2则暂停2秒,依此类推。设为“0”时,机器停止,需手动按启动按钮才能继续运行。
步进:在自动模式下按启动按钮,机器将自动运行至设定的总值后停止;在单步模式下按启动按钮,机器只工作一步,按启动按钮后才能继续下一步;在单周期模式下按启动按钮,机器运行一个周期(裁切一根线)
启动:功能与操作面板上的绿色实体按钮相同。按一次,机器启动直至加工数量达到设定的总量。
停止:功能与操作面板上的黄色实体按钮相同。按一次,机器将在加工完当前线材后自动停止。
复位:设置参数后,必须复位一次才能启动。
急停:功能与操作面板上的红色实体按钮相同。机器工作时按下,机器立即停止;机器停止后,必须复位才能启动。

【打开/关闭/归零】
这三个按钮是校准刀具时需要调用的开关。
打开:连续点击“打开”,上下刀具将缓慢打开一定距离。
关闭:连续点击“关闭”,上下刀具缓慢靠近直至闭合交叉。
归零:点击“归零”按钮,可使刀具快速返回原位。
【参数设置】页面设置说明

管道开:线导管可以拍打。
轮子开:剥线头时出线轮可以升起(带气缸升降功能的机器有此功能)。
缺线关:机器启动后,前轮无线,机器自动停止。
切胶关:机器启动后,剥外护套时,夹子挤压敲掉剥下的废皮。
滑臂关:此功能需安装机械手。
滚轮速度:进线和出线轮的转速,可调范围1-100,1最慢,100最快。
刀具速度:设置刀具的运行速度,可调范围1-100,1最慢,100最快。
剥皮速度:剥离线皮的速度,可调范围1-100,1最慢,100最快。
下刀速度:设置刀具切下时的运行速度,可调范围1-100,1最慢,100最快。
出线速度:设置出线轮出线时的运行速度,可调范围1-100,1最慢,100最快。
【长度修正】参数设置说明
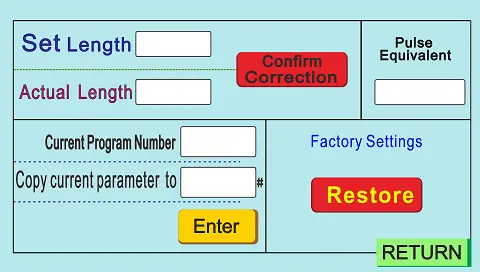
【长度修正】:用于修正实际加工线材的长度误差。
设定长度:设定待修正线材的长度值。
实际长度:机器实际裁切出的长度值。
输入此实际值后,按【长度修正】,机器将裁切出与设定长度相同长度的线材。
实际刀径:设定实际线径。
线径系数:一般情况下无需设置,系统默认。
恢复出厂设置:按此键将机器设置的参数恢复至初始状态。建议不要按此键。
【中间剥皮设置】:按下进入以下设置

【中间剥皮开/关】在开启模式下,关联主页面的总长度、线头长度和线尾长度。共16个中间剥皮位置,01位置【长度】输入中间第一次裁切的位置,【剥开】为拉开的距离。例如:总长度为200mm,在中间100mm处剥皮20mm露出铜线,即设置01长度=100,剥皮=20。
按【IO监控】进入以下设置页面

各IO监控点对应主板的各接线点。通常在机器异常时开启监控以判断问题。
剥皮调试小贴士:
输入参数后调试时,先将“自动”模式切换至“单步”模式试线。达到满意效果后,再切换至“自动”模式正式加工线材。
机器说明:
1.LCD触摸屏:显示参数,所有参数均通过此LCD触摸屏输入
2.启动按钮:机器处于复位状态时,按下此键启动机器。
3.停止按钮:机器工作时,按下此键,机器将完成当前工作后停止。
4.急停按钮:机器工作时,按下此键,机器立即停止。
5.进线轮:轮子转动带动线材前进。
6.出线轮:轮子转动带动线材前进。
7.线导管:线材通过此导管输送。
8.校直器:校直弯曲的线材,使其顺利进入机器。
9.刀架:刀具装置,线材的裁切和剥皮由刀架完成。
10.进线轮间隙调节:调节进线轮上下之间的间隙。
11.出线轮间隙调节螺丝:调节出线轮上下之间的间隙。
12.进线轮升降开关:此开关可将进线轮升起。
13.出线轮升降开关:此开关可将出线轮升起。
14.进线轮压力调节开关:调节上下轮之间的压力松紧度。
15.出线轮压力调节开关:调节上下轮之间的压力松紧度。
16.线材检测开关:在功能设置中开启线材检测开关后,无线时机器会报警。
控制面板图操作说明
接通电源,LCD屏幕将显示如图画面。
中英文可自由切换,请选择“中文”或“ENGLISH”进入下一页。
以下是参数设置主页面
本系统的操作界面由160×107 LCD触摸屏组成。下面介绍各按键功能:
退线:按住此键,线材可通过进线口和送线轮输送,并从刀口退出,可根据需要自由调节。
进线:按住此键,线材可通过进线口在送线轮的传动下输送至刀口,可根据需要自由调节。
PRO:程序号。将需要加工的各种规格线材的参数存储在不同的程序号中,以便下次调用使用。
长度:裁切和剥皮的总长度(最大100米)。
前剥:线头需剥去外护套的长度;即去除外护套后露出的铜线长度。
剥皮:当剥皮值大于线端值时,为全剥,否则为半剥。
尾剥:线尾剥去外护套的长度;即去除外护套后露出的铜线长度。
刀径:剥皮时刀具切入外皮的深度。数值越大,切入越浅。数值越小,切入越深。
(重要提示):可根据实际线材外径输入线径值,但应略小于实际尺寸约1-2mm以切到外皮。例如:线材外护套外径为5mm,线径应输入约4.5mm,若伤到铜线则增大数值;若线头或线尾剥不下来则减小数值)
刀回:剥皮时刀具切入线材后回缩的值;以确保刀具能勾住线材并剥下外皮。线材越粗,回缩值越大,线材越细,回缩值越小。
(回缩值:通常设置约0.5-3mm,即刀具回缩0.5-3mm)
计数:设定计划生产数量。当机器加工线材达到此数值时,机器将自动停止并提示。
批次:设定生产捆扎数量,机器达到定量数量时可暂停几秒,暂停时间由定时器输入的时间决定。
完成:显示当前实际生产的总数量。当“完成”等于“计数”时,机器自动停止。
批次延时:当机器达到设定的“批次”数量时,机器将按设定时间暂停。设为1则暂停1秒,设为2则暂停2秒,依此类推。设为“0”时,机器停止,需手动按启动按钮才能继续运行。
步进:在自动模式下按启动按钮,机器将自动运行至设定的总值后停止;在单步模式下按启动按钮,机器只工作一步,按启动按钮后才能继续下一步;在单周期模式下按启动按钮,机器运行一个周期(裁切一根线)
启动:功能与操作面板上的绿色实体按钮相同。按一次,机器启动直至加工数量达到设定的总量。
停止:功能与操作面板上的黄色实体按钮相同。按一次,机器将在加工完当前线材后自动停止。
复位:设置参数后,必须复位一次才能启动。
急停:功能与操作面板上的红色实体按钮相同。机器工作时按下,机器立即停止;机器停止后,必须复位才能启动。
【打开/关闭/归零】
这三个按钮是校准刀具时需要调用的开关。
打开:连续点击“打开”,上下刀具将缓慢打开一定距离。
关闭:连续点击“关闭”,上下刀具缓慢靠近直至闭合交叉。
归零:点击“归零”按钮,可使刀具快速返回原位。
【参数设置】页面设置说明
管道开:线导管可以拍打。
轮子开:剥线头时出线轮可以升起(带气缸升降功能的机器有此功能)。
缺线关:机器启动后,前轮无线,机器自动停止。
切胶关:机器启动后,剥外护套时,夹子挤压敲掉剥下的废皮。
滑臂关:此功能需安装机械手。
滚轮速度:进线和出线轮的转速,可调范围1-100,1最慢,100最快。
刀具速度:设置刀具的运行速度,可调范围1-100,1最慢,100最快。
剥皮速度:剥离线皮的速度,可调范围1-100,1最慢,100最快。
下刀速度:设置刀具切下时的运行速度,可调范围1-100,1最慢,100最快。
出线速度:设置出线轮出线时的运行速度,可调范围1-100,1最慢,100最快。
【长度修正】参数设置说明
设定长度:设定待修正线材的长度值。
实际长度:机器实际裁切出的长度值。
输入此实际值后,按【长度修正】,机器将裁切出与设定长度相同长度的线材。
实际刀径:设定实际线径。
线径系数:一般情况下无需设置,系统默认。
恢复出厂设置:按此键将机器设置的参数恢复至初始状态。建议不要按此键。
【中间剥皮设置】:按下进入以下设置
按【IO监控】进入以下设置页面
剥皮调试小贴士:
输入参数后调试时,先将“自动”模式切换至“单步”模式试线。达到满意效果后,再切换至“自动”模式正式加工线材。
×

WeChat: +8618965153335
- 联系我们
 sales@cablecutting.net
sales@cablecutting.net kevin201166
kevin201166 +86-18965153335
+86-18965153335