 English
English Malay
Malay Swedish
Swedish Finnish
Finnish Danish
Danish Norwegian
Norwegian Polish
Polish Greek
Greek
 09Jul 2026
09Jul 2026- 立即询价
半自动双面滚贴贴标机 JW-T-102
 28Jun 2026
28Jun 2026- 立即询价
带有扭线功能的自动管形端子剥线压接机 JW-0.3-16MM2
 15Jun 2026
15Jun 2026- 立即询价
自动编织屏蔽层切割机,用于电缆屏蔽网去除 JW-1158X
 15Jun 2026
15Jun 2026- 立即询价
全自动电缆屏蔽层刷、折、切机 JW-835
大型方形触摸屏智能剥线机操作手册
本官方操作手册适用于支持1.0-185mm² BV/BVR/护套线裁切、头/尾/中间及三层剥线、电机驱动无需气源、7英寸双语触摸面板及3年质保的TOP-LEVEL大型方屏触控剥线机。

部件说明如图所示:
1.电源开关:用于接通机器电源的开关。
2.启动开关:按下此按钮,机器开始运行。如果机器启动后未手动复位,机器将自动复位并开始运行;如果机器已复位,机器将直接开始运行。
3.停止按钮:在工作状态下按下此按钮,机器将完成一个循环动作后停止。
4.急停按钮:在工作状态下按下此按钮,机器将立即停止。
5.LCD触摸屏:显示机器参数,所有参数均通过LCD触摸屏输入。
6.进线升降开关:每按一次可自动闭合进线的上下轮。
7.出线升降开关:每按一次可自动闭合出线的上下轮。
8.进线轮:同步带旋转时,推动导线前进和运输,刀架用于剥离线端护套。
9.出线轮:同步带旋转时,推动导线前进和运输,刀架用于剥离线端外皮。
10.刀架:刀具装置,切线和剥皮由刀架组件完成。
11.导管:导线通过此管送至刀口。
12.出线导管:帮助导线顺利通过,更好地完成尾部剥皮动作。
13.过线盘:导线穿过此盘孔。
14.缺线检测开关:在功能设置中开启缺线检测开关后,无线时机台将报警。
15.矫直器:将弯曲的线缆矫直后,剥线效果会更理想。
16.防护罩:保护操作安全。
2. 控制面板操作说明
打开电源,LCD屏幕显示如下:

可自由切换中英文,请选择“中文”或“ENGLISH”进入下一页。
参数设置各按钮说明:

进线:按下送线按钮,将导线送至刀口,并根据需要调整。
回线:按下退线按钮,将导线退回远离刀口,直至退出压线轮。
PRO:此为程序号。不同规格或不同剥线尺寸需加工的导线保存在不同的程序号中,以便下次加工时调用使用。
长度:切剥线的总长度(最大100米)。
前剥:需剥去导线前端外皮的长度;也是去除外皮后铜线的长度。
剥皮:当剥皮值大于线端值时,为全剥,否则为半剥。
后剥:需剥去导线尾端外皮的长度;即去除外皮后裸露铜线的长度。
剥皮:当剥皮值大于线尾值时,为全剥,否则为半剥。
刀宽:剥皮时刀具切入外皮的深度。刀宽值越大,切入越浅;值越小,切入越深。
(重要提示):线径值可根据实际线外径输入,但应比实际尺寸略小约1-2mm以切入外皮。例如:线外皮外径为10mm,线径应输入8左右。若伤铜线,则增大数值;若线头或线尾剥不下,则减小数值。)
退刀:剥皮时刀具切入导线后回退的数值;以确保刀具能钩住导线并剥下外皮。线越粗,退刀值越大;线越细,退刀值越小。
(退刀值:通常设置约1-4,即刀具回退1-4mm)
滚轮速度:进线和出线同步轮的旋转速度,可在1-100范围内调节,1最慢,100最快。
刀具速度:设置刀具的运行速度,可调范围1-100,1最慢,100最快。
剥皮速度:剥离线皮的速度,可在1-100范围内调节,1最慢,100最快。
切刀减速:设置切割铜线时刀具的运行速度。可调范围0-100,100最慢。(注:切BV硬线时,若切不断或难切,设置减速值。数值越大,切割越慢,切割力越大。)
前轮间隙:调节进线上下压轮之间的间隙大小。数值越大,间隙越大;反之越小。(重要提示:例如输入数值8,表示上下轮张开约8mm。假设线外径10mm,输入比实际直径小约2mm以压紧导线。但不能过小,否则会导致电机失步,使剥线长度变化。上下轮应张开适当大小,是成功剥线的关键。)
后轮间隙:调节出线上下压轮之间的间隙大小。数值越大,间隙越大;反之越小。(重要提示:若线头剥不下,减小进线轮间隙值以增加压力。若线尾剥不下,减小出线轮间隙值以增加压力。)
计数:设置计划生产数量。当机器加工的导线达到此数值时,机器自动停止并提示。
批量:设置生产捆扎数量,机器达到定量数量时可暂停数秒,暂停时间由定时器输入的时间决定。
完成:显示当前实际生产总量。当“完成”=“计数”时,机器自动停止。
批次延时:当机器达到设定的“批量”数量时,机器将按设定时间暂停。设为1则暂停1秒,设为2则暂停2秒,依此类推。设为“0”时,机器停止,需手动按启动按钮继续运行。
步进:在自动模式下按下启动按钮,机器将自动运行至设定的总值后停止;在单步模式下按下启动按钮,机器仅工作一步,需再按启动按钮才能进行下一步;在单循环模式下按下启动按钮,机器运行一个循环(切一根线)。
启动:按下启动按钮,机器开始运行,直至加工数量达到设定总量。
停止:点击停止按钮,机器将停止运行,并在完成当前加工的导线后自动停止。
复位:若未手动复位,可按复位键复位后再启动机器,或直接按启动键,机器将自动复位。
急停关闭:在工作状态下按下此按钮,机器将立即停止。
前轮打开/后轮打开:
功能与面板上的“6.进线升降开关,7.出线升降开关”一致。
【寸动模式】
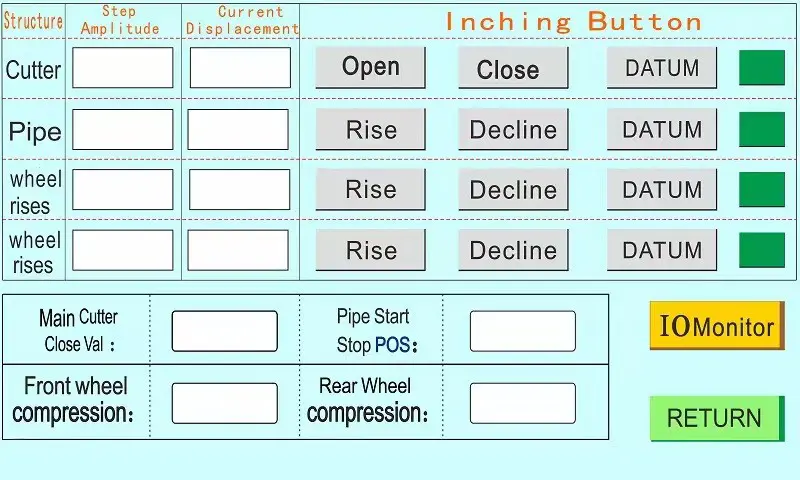
【打开/闭合/归零】
这三个按钮是校准刀具时需要调用的开关。
打开:连续点击“打开”时,上下刀具将缓慢打开一定距离。
闭合:连续点击“闭合”时,上下刀具缓慢靠近直至交叉闭合。
归零:点击“归零”按钮,快速将刀具返回原点位置。
【上升/下降/归零】
这三个按钮用于手动测试导管、进线升降轮、出线升降轮的具体位置。
上升:点击“上升”时,导管向上跳起,进、出线升降轮打开。
下降:点击“下降”时,导管向下跳落,进、出线升降轮闭合。
归零:点击“归零”时,导管、进线升降轮、出线升降轮分别返回原点。
主刀闭合值:按下主页的复位键,然后返回此页,连续点击闭合开关,使上下刀口闭合至交叉零点,然后将当前位移显示的值输入到对刀基准框中。(注:调整完成后,在主页输入线径值时,可参考导线实际外径进行输入,以便于调试。具体操作请参考“刀宽”按钮说明。)
导管启停位置:设置一个数值使导管保持水平状态。数值增大,管头向下移动;数值减小,管头向上移动。根据导管的实际位置相应调整。
前轮压紧:
后轮压紧:
【IO监控】
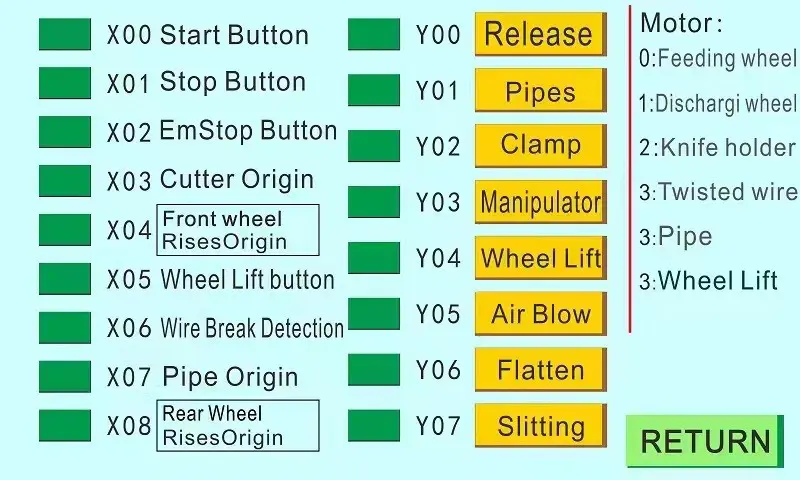
每个IO监控点对应主板上的每个接线点。此监控通常在机器出现异常时开启,以判断问题所在。可手动按下IO中的按钮,测试各功能是否正常运行。
【功能设置】

导管(开/关):导管可上下跳动。
滚轮(开/关):剥线尾时出线轮可抬起。
(在“滚轮抬起高度”框中输入数值,即为滚轮抬起高度)
缺线检测:开启此开关后,检测到无导线时,机器自动停止。
安全门检测:开启此开关后,安全门打开时机台自动停止。
弹出长度:导线切割剥皮后被输送出的距离。
弹出速度:导线切割剥皮后被送出的速度。
导管速度:电机提升导管的速度。
滚轮抬起高度:当抬起轮(开/关)开启时,剥线尾时出线轮抬起的高度,以避免压住线尾阻碍剥皮。(参考值:3-5)
快速模式(开/关):
短线模式(开/关):剥超短线时开启。
机械手(开/关):带机械手的机器开启。
切头(开/关):执行切头动作以整理线头。
切尾(开/关):执行切尾动作以整理线尾。
除胶(开/关):全剥线头时,避免外皮堵塞出线口。
然后开启此开关,使出线压线轮自动滚出线皮。(参考值:50-70)
【参数修正】
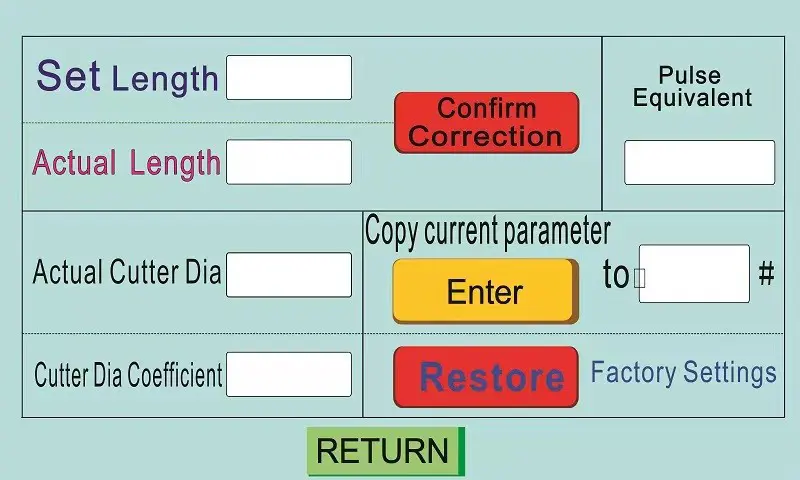
参数修正:当加工导线的实际长度存在误差时进行修正。
设定长度:设定的长度值,即最初输入的总长度值。
实际长度:机器实际切出的长度值。输入实际值后,按“确认修正”,机器切线的长度将自动修正。
实际刀径:设定的实际线径。
刀径系数:一般情况下无需设置,为系统默认值。
恢复:按下此按钮,将所有机器参数恢复为出厂设置。请谨慎使用恢复按钮。
复制当前参数:将当前程序号参数复制到其他程序,例如:输入1并按确认键,则当前程序的所有参数将复制到程序号1。若原程序号1已有参数,则原参数将被覆盖。
【多层剥皮】
(从外到内或从内到外分三层剥除线皮)
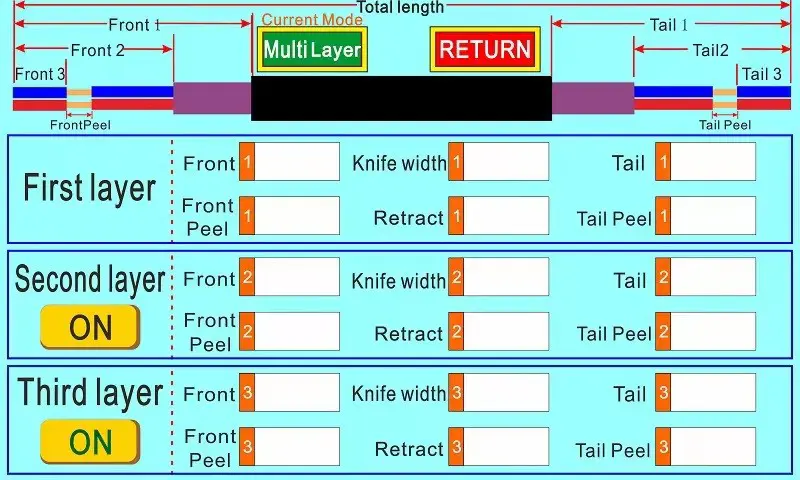
例如,如图所示:线皮直径D=10mm,C层直径C=8mm,B层直径B=4mm,A段长度10mm,B段长度30mm,C段长度30mm。

设置如下:
第一层:线头1=A+B+C=70,剥头1=80,刀宽1=9,退刀1=2
注:线端输入70,剥端输入80,表示剥掉整个C层。刀宽9表示刀具切入深度为9mm,比外皮D层实际直径略小。刀具退刀2mm。
第二层:线头2=A+B=40,剥头2=50,刀宽2=7,退刀2=1
注:线端输入40,剥端输入50,表示剥掉整个B层。刀宽7表示刀具切入深度为7mm,比外皮C层实际直径略小。刀具退刀1mm。
第三层:线头3=10,剥头3=15,刀宽3=3,退刀3=0.5
注:线端输入10,剥端输入15,表示剥掉整个A层。刀宽3表示刀具切入深度为3mm,比外皮B层实际直径略小。刀具退刀0.5mm。
【多段剥皮】
(将导线分成三段并在中间剥皮)

例如,如图所示:线皮外径10mm,A段剥皮长度20mm,C段剥皮长度20mm,E段剥皮长度20mm。

第一段:线头1=A+C+E=60,剥头1=70,刀宽1=9,退刀1=2
注:线端输入60,剥皮70表示三处总共推到70处全部剥皮。线径9表示刀具切入深度为9mm,比外皮实际直径略小。刀具退回2mm。
第二段:线头2=A+B+C+E=80,剥头2=C+E=40,刀宽2=9,退刀2=2
注:线端输入80,剥皮40表示在80处推开40。线径9表示刀具切入深度为9mm,比外皮实际直径略小。刀具退回2mm。
第三段:线头3=A+B+C+D+E=100,剥头3=E=20,刀宽3=9,退刀3=2
注:线端输入100,剥皮20表示在100处推开20。线径9表示刀具切入深度为9mm,比外皮实际直径略小。刀具退回2mm。
剥线调试技巧:
输入参数后调试时,先将“自动”模式切换至“单步”模式测试导线。达到满意效果后,再切换至“自动”模式正式加工导线。
WeChat: +8618965153335

- 联系我们
 sales@cablecutting.net
sales@cablecutting.net kevin201166
kevin201166 +86-18965153335
+86-18965153335